Wzorce PPAP są jedną z kluczowych aktywności w fazie przedseryjnej. Ich zatwierdzenie przez klienta jest swego rodzaju zwieńczeniem zaawansowanego planowania jakości (APQP – Advance Product Quality Planning). W celu odpowiedniego przygotowania do tej aktywności warto pamiętać o kilku podstawowych zasadach.
PPAP wzorce – dlaczego warto otrzymać jak najwcześniej?
Są dwa podstawowe argumenty. Pierwszy z nich związany jest z płatnością od klienta dla zbudowanego oprzyrządowania. Dlaczego? W zdecydowanej większości przypadku właścicielem oprzyrządowania jest klient. Daje on zgodę na budowę oprzyrządowania dostawcy po zatwierdzeniu DFMEA.
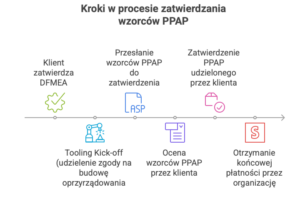
Jest to także równoznaczne z „zamrożeniem” modelu matematycznego (lub geometrii komponentu). Sam proces zwalniania oprzyrządowania do budowy jest często w terminologii klienta określany jako Tooling Kick-off (TKO).
No dobrze, ale wróćmy do płatności. Podczas TKO dostawca otrzymuje około 20%-30% środków na budowę oprzyrządowania. Resztę musi pokryć z „własnej kieszeni”. A kiedy otrzymuje resztę? Właśnie gdy wzorce PPAP otrzymają pozytywną ocenę przez klienta.
Musimy zdawać sobie sprawę, że oprzyrządowanie, którego właścicielem jest klient bardzo często kosztuje kilka, kilkanaście, kilkadziesiąt milionów Euro. Z tego powodu, a czasem ze względu na zagwarantowanie płynności finansowej, organizacjom powinno zależeć, aby był on przyznany tak szybko jak to możliwe. Przykład oprzyrządowania klienta: forma wtryskowa. Wtryskarka natomiast należy do organizacji.
Drugim argumentem jest zarządzanie odstępstwem. Jest on stosowany m. in. w momencie, kiedy nie jesteśmy w stanie otrzymać pozytywnego zatwierdzenia dla przesłanych komponentów. Każdorazowo wymagane jest oczywiście zatwierdzenia odstępstwa przez klienta wraz z planem działań.
A co jeśli problem nie leży po stronie dostawcy przy negatywnej ocenie PPAP?
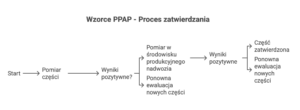
Nie wspomniałem jeszcze jakie są kroki zatwierdzenia komponentów. Będzie to nam potrzebne do dokładnego zrozumienia tego scenariusza. W pierwszej kolejności klient przeprowadza pomiar komponentu i/lub pomiar na master modelu. Jest to wyfrezowane w nominale nadwozie samochodu umieszczone w części pomiarowej klienta.
Drugim krokiem jest natomiast pomiar bezpośrednio na produkcyjnym nadwoziu. I teraz dochodzimy do najlepszego. Może się zdarzyć, że „pomiarówka” (czyli wyniki pomiarów) albo wyniki na master modelu będą pozytywne. Natomiast ocena na produkowanym nadwoziu będzie miała wynik negatywny.
W takiej sytuacji finalną oceną wg klienta będzie ocena negatywna. Świadczy to o tym, że nadwozie produkcyjne w fazie przedseryjnej wciąż nie ma dopracowanej (czytaj zgodnej projektowo) geometrii. Wpływa to oczywiście na niewłaściwe dopasowanie lub utrudniony montaż części w samochodzie.
W powyższym scenariuszu, w celu zwolnienia przez klienta pozostałej (większej) płatności należy zaangażować inżyniering organizacji wraz ze wsparciem działu sprzedaży.
PPAP wzorce, a status oprzyrządowania
Omówiliśmy kwestię dot. TKO oraz płatności. Teraz wejdziemy w ten obszar bardziej szczegółowo.
Przy produkcji wielu komponentów w pierwszej kolejności komponenty produkcyjne produkowane są przy zastosowaniu oprzyrządowania prototypowego. Ma to miejsce w szczególności przy walidacji DFMEA oraz obliczeń i symulacji matematycznych. W momencie przyznania TKO rozpatrywane są dwa statusy oprzyrządowania.
Pierwszym z nich jest OT – Off Tool. Tłumacząc na język polski jest to oprzyrządowanie definitywne w niedefinitywnej lokalizacji. Ten scenariusz ma miejsce, kiedy oprzyrządowanie w pierwszej kolejności rozwijane jest u producenta, albo innej lokalizacji organizacji. W motoryzacji oczywiście dopuszcza się scenariusze, kiedy w pierwsze kolejności klient otrzymuje części w produkcji przedseryjnej z takiego statusu.
Musimy to oczywiście z nim wcześniej uzgodnić oraz uwzględnić w harmonogramie uruchomieniowym. Tutaj musimy się uśmiechnąć do Project / Program Managera.
Oczywiście przy wysyłaniu części do zatwierdzenia przez klienta status OT jest nieakceptowalny. W takiej sytuacji klient będzie od nas wymagał, aby oprzyrządowanie było definitywne w definitywnej lokalizacji. W języku angielskim jest on określany jako OTOP – Off Tool Off Process.
Przykłady:
- zgrzewanie automatyczne (OTOP), zamiast manualnego (OT)
- montaż automatyczny (OTOP), zamiast manualnego (OT)
- oprzyrządowanie w docelowej lokalizacji produkcyjnej (OTOP) zamiast u producenta en .tool maker (OT).
To co wymaga od ciebie klient stosuj w łańcuch dostaw
Status oprzyrządowania, to jedno, natomiast status podpomponentów użytych do produkcji finalnego wyrobu to zupełnie inny temat. Pamiętaj, aby przed wysłaniem finalnego wyrobu zatwierdzić wszystkie podkomponenty przez odpowiedni dział. Najczęściej jest to dział jakości dostawców (SQE, SQA).
IMDS czyli skład chemiczny finalnego wyrobu
Ostatnim obowiązkiem o którym należy pamiętać przed przesłaniem części do zatwierdzenia przez klienta jest IMDS. Określenie to stosujemy do ustalenia konkretnego składu chemicznego, z jakiego zbudowany jest nasz finalny produkt. Jeśli tego nie zrobimy, to oczywiście możemy otrzymać reklamację – Non Conformity Ticket.
Oczywiście klient nie uwzględni tutaj części przewidzianych do zwrotu. Jest to ważne, zwłaszcza gdy rozliczamy się z ilości defektów przypadających na milion wyprodukowanych jednostek (PPM).
Finalni producenci często udostępniają możliwość sprawdzenia, czy wprowadzone przez nich dane do IMDS został przez. nich zaakceptowany. Dzięki temu możemy wcześniej zdefiniować oraz wdrożyć działania, przed wizytą przedstawiciela klienta.
Uzbrojony w powyższą wiedzę możesz śmiało przygotowywać przesłanie wzorców PPAP do zatwierdzenia do klienta.
Autor: Dariusz Kowalczyk
{kind=link}