Niezależnie od tego czy za projekt odpowiedzialna jest organizacja czy klient, prawidłowe zarządzanie statusem oprzyrządowania jest jednym z kluczowych elementów nowego uruchomienia. Najważniejszym z nich jest Off Tool Off Process, czyli finalny proces w finalnej lokalizacji.
Rodzaje statusu oprzyrządowania
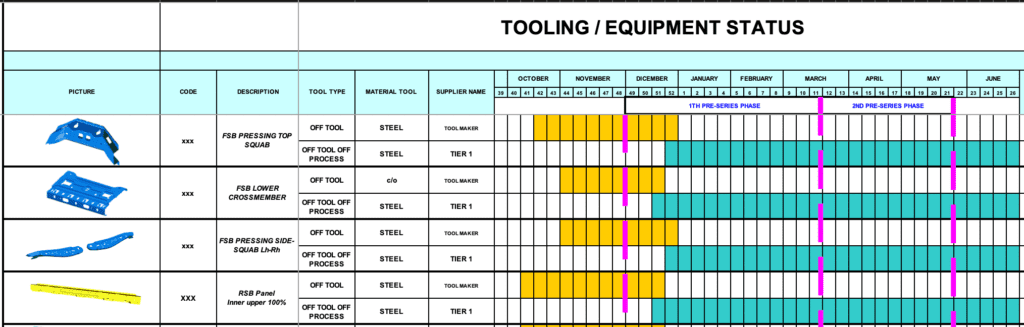
W momencie definiowania harmonogramu uruchomieniowego nasz klient poprosi o przygotowanie odpowiedniego harmonogramu. Będzie on między innymi zawierał informacje dotyczącej:
- kamieni milowych klienta
- działania klienta dotyczące zatwierdzenia części i procesu produkcyjnego
- i to co nas najbardziej interesuje, czyli status oprzyrządowania wraz ze statusem komponentu na każdym etapie uruchomieniowym.
Off Tool Off Proces to status końcowy, a co jest początkiem?
Punktem wyjścia do rozpoczęcia budowy oprzyrządowania przez organizację jest otrzymanie zgody na budowę oprzyrządowania przez klienta – definiowana jako tooling kick off (TKO). Oznacza to, że:
- model matematyczny jest „zamrożony”
- FMEA projektu jest zakończone
- posiadamy zatwierdzony kosztorys pod kątem oprzyrządowania i sprawdzianów potrzebnych do realizacji produkcji wyrobu
- przeprowadzono odpowiednie symulacje wirtualne z wynikiem pozytywny. Najczęściej wykorzystuje się w tym celu metodę elementów skończonych – musiałem to napisać, ponieważ właśnie taki kierunek studiów skończyłem 😊
Musimy też pamiętać, że w ramach oprzyrządowania będą też ujęte wszystkie sprawdziany kontrolne.
W przypadku kompleksowych wyrobów lub zastosowania nowych technologii, możemy się też spotkać ze wsparciem klienta w trakcie uruchomienia. Przykład?
- nacinanie laserowe deski rozdzielczej w strefie wybuchu dla pasażera
- rozwój form wtryskowych dla deski rozdzielczej lub zderzaków
Off tool – pierwszy etap statusu oprzyrządowania
W momencie przyznania zgodny na budowę oprzyrządowania klient podzieli go na dwie składowe. Pierwszą z nich będzie status oprzyrządowania „off tool”. Na język polski tłumaczymy go jako „definitywny proces w niedefinitywnej lokalizacji”.
O czym dokładnie mowa? W pierwszej kolejności warto wspomnieć, że nie będzie on zawsze występował podczas uruchomienia. Dlaczego? Ponieważ dotyczy on określonej grupy wyrobów.
Przykład
Jeśli uruchamiamy komponenty, które są:
- wtryskiwane
- tłoczone
- termoformowane
To w pierwszej kolejności produkcja komponentów będzie odbywać się u konstruktora oprzyrządowania (en. Tool maker). To będzie nasz status off tool.
Takie rozwiązanie ma niewątpliwą jedną zaletę. W momencie, kiedy otrzymujemy pierwsze spostrzeżenia od klienta odnośnie niezgodności geometrycznych konstruktor form może je wdrożyć bez tracenia czasu.
OT przybiera wiele różnych rozwiązań. Oprócz tego wspomnianego powyżej może dotyczyć procesu niedefinitywnego w lokalizacji organizacji, na przykład:
- spawanie manualne zamiast automatycznego
- lakierowanie manualne zamiast automatycznego
- manualne usuwanie wypływek zamiast automatycznego
Klienci w trakcie fazy uruchomieniowej zwykle dzielą ją na dwie części. W pierwszej fazie będą od nas wymagać komponentów ze statusem OT, a w drugiej off tool off proces, który przedstawiam poniżej.
Off Tool Off Process – wymagany status oprzyrządowania dla zatwierdzenia części przez klienta
Ten status oprzyrządowania będzie dla organizacji najważniejszy. Im wcześniej będzie miał on miejsce tym więcej czasu będziemy mieć na przedstawienie części do zatwierdzenia klientowi. Zależnie od klienta jest on określany jako PPAP, PPA lub Plant Evaluation.
W przypadku różnego rodzaju form sytuacja jest prosta. Status Off Tool Off Process pojawia się w momencie transferu form do danego zakładu. Inny scenariusz to zamiana procesu manualnego na automatyczny, który był wcześniej uzgodniony z klientem.
Na sam koniec warto dodać, że oprócz tych dwóch statusów oprzyrządowania w harmonogramie mogą wystąpić statusy:
- oprzyrządowania prototypowego. Przy jego pomocy budowane są części dedykowane do przeprowadzenia badań walidacyjnych
- częściowo prototypowego. Jest to hybryda wcześniejszego scenariusza w połączeniu ze statusem off tool.
Z perspektywy zakładu organizacji będą one miały mniejsze znaczenie. Dlaczego? Ponieważ odnoszą się do komponentów sprzed produkcji przedseryjnej.
Autor: Dariusz Kowalczyk
{kind=link}