FORD SCCAF jest formularzem używanym w procesie selekcji, identyfikacji i nadzoru Charakterystyk Specjalnych. Zawiera dane między innymi z DFMEA oraz PFMEA.
Dzięki zaangażowaniu kluczowych funkcji (Ford Product Development, przedstawiciel klienta STA, dostawca) na wczesnym etapie życia projektu, pozwala na redukcję ryzyka związanego z brakiem jakości. Mowa tu przede wszystkim o reklamacjach 0-km, zwrotach gwarancyjnych oraz akcjach serwisowych.
FORD SCCAF – jaką pełni funkcję
Dokument ten ma zastosowanie zarówno dla dostawców projektujących wyrób i dostawców build-to-print. Ten drugi scenariusz odnosi się do DFMEA należącego do klienta. Podstawą wdrożenia SCCAF jest Wymaganie Specyficzne Klienta w odniesieniu do sekcji IATF 8.3.2.1 „Planowanie projektowania i rozwoju – uzupełnienie”. Dodatkowe wytyczne znajdziemy w wymaganiach Ford’a do PPAP’u, czyli procesu zatwierdzenia części produkcyjnych.
Finalnie dokument podpisywany jest przez inżyniera Design&Release klienta, dostawcę (Quality Manager) oraz opcjonalnie STA.
Kiedy jest wymagany?
SCCAF stosuje się w następujących sytuacjach:
- Gdy w DFMEA znajduje się co najmniej jedna charakterystyka YS/YC
- Każda lokalizacja musi posiadać własny SCCAF. Nawet jeżeli wytwarza się tę samą część w kilku lokalizacjach.
- Re-sourcing komponentu, również gdy numer części (P/N) nie zostaje zmieniony
- Zmiana miejsca wytwarzania. Również gdy nie zmienia się numeru części (P/N)
Nowy SCCAF nie jest wymagany tylko w sytuacji, gdy komponent z poprzedniego programu jest wytwarzany w tej samej lokalizacji. Takie komponenty w przemyśle motoryzacyjnym określa się jako Carry-Over. Jeżeli żadna charakterystyka specjalna nie została zidentyfikowana, powinien zostać podpisany pusty dokument z adnotacją o braku charakterystyk specjalnych.
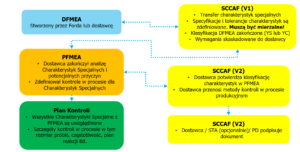
Rys. Schemat rozwoju SCCAF – V1 pierwsze ustalenie, V2 ewentualna aktualizacja dokumentu
Charakterystyki w FORD SCCAF
Należy odpowiednio monitorować wszystkie Charakterystyki Specjalne klienta. Poniżej przedstawiam przykłady odnoszące się do takich charakterystyk:
- Wymiar
- Kształt
- Pozycja
- Twardość
- Pokrycie materiału
- Chropowatość
Dodatkowo wszystkie charakterystyki ujęte w SCCAF muszą być mierzalne. Oczywiście istnieją też charakterystyki, które są uwzględnianie w formularzu. Typowe scenariusze przedstawiono poniżej:
– Kontrole nie będące częścią procesu produkcyjnego (np. testy DV, durability)
– Obecność Numeru Części lub nr seryjnego
– Błędy powstałe podczas procesu produkcyjnego np. drop down, brak uszkodzeń
– Testy okresowe np. wykonywane podczas rekwalifikacji. Należy uwzględnić je w specyfikacji inżynieryjnej i przypisać do Planu Kontroli.
APQP Evidence workbook
Dla Charakterystyk Specjalnych zidentyfikowanych w SCCAF musi zostać także zademonstrowana odpowiednia zdolność systemu pomiarowego oraz procesu. Służy do tego „APQP/PPAP Evidence Workbook”, będący częścią dokumentacji PPAP-owej.
Demonstrację zdolności wykonuję się bez względu na lokalizację charakterystyki w łańcuchu dostaw (od Tier 1 do Tier n). Szczegółowe wymagania do analizy MSA i zdolności procesu można znaleźć w podręczniku AIAG MSA. Wymagania dla zdolności układu pomiarowego (Gauge R&R – %SV oraz %Tolerance) są następujące:
– <10% – akceptowalne
– >10% -30% – warunkowo akceptowalne
– >30% – nieakceptowalne
Wymagana zdolność procesu to Ppk > 1,67 zarówno dla wstępej zdolności procesu (PPAP fazy 1 i 2) jak i finalnej (PPAP fazy 3).
Łukasz Matuszczak
{kind=link}
{kind=link}