Gage R&R jest metodą stosowana w przemyśle do oceny systemów pomiarowych. Polega na zbadaniu powtarzalności pomiarów dokonywanych przez różnych kontrolerów i przy użyciu różnych urządzeń pomiarowych. W ten sposób można określić, jakie czynniki wpływają na wyniki pomiarów i jak je poprawić, aby uzyskać bardziej wiarygodne wyniki. W artykule poniżej przedstawiono szczegółowo proces przeprowadzania analizy Gage R&R i zastosowanie tej metody w praktyce.
Gage R&R – podstawowe pojęcia
Analiza GRR systemu pomiarowego ma na celu określenie dwóch czynników, powtarzalności oraz odtwarzalności.
Powtarzalności układu pomiarowego
Powtarzalność jest zmiennością pomiędzy operatorami wykonującymi wiele pomiarów tej samej charakterystyki na wielu częściach. Jest ona nieodłączną częścią każdego układu pomiarowego.
Dodatkowo określa się ją jako zmienność zachodzącą podczas pomiarów w tych samych warunkach:
- Ten sam operator
- To samo ustawienie (setup)
- Te same części
- Takie same warunki środowiskowe
Odtwarzalności układu pomiarowego
Jest to różnica pomiędzy średnią pomiarów wykonanych przez różnych operatorów przy użyciu tych samych środków pomiarowych i pomiarze tej samej charakterystyki.

Musimy też pamiętać, że zmienność zachodzi, gdy pomiary wykonywane są przez różne osoby. Warunki jakie muszą być spełnione znajdują się poniżej:
- Różni operatorzy
- To samo ustawienie (setup)
- Te same części
- Takie same warunki środowiskowe
Zmienność procesu
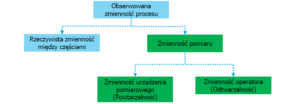
Jeśli zajmujemy się wskaźnikiem Gage R&R musimy poznać szerszą perspektywę wynikającą z oceny systemów pomiarowych (en. MSA – Measurement System Analysis). Jak widać poniżej uwzględniana zmienność procesu podzielona jest na dwa obszary: rzeczywistą zmienność między częściami oraz zmienność pomiaru. Gage R&R odnosi się właśnie do tego drugiego.
Gage R&R obliczany przy pomocy metody ANOVA
ANOVA (Analysis of Variance) w ocenie systemów pomiarowych oznacza metodę statystyczną wykorzystywaną do analizy różnic między wynikami pomiarów uzyskanymi za pomocą różnych przyrządów lub przez różne osoby.

Metoda ta pozwala na określenie, ile z całkowitej zmienności wyników pomiarów wynika z różnic między systemami pomiarowymi, a ile z innych czynników, takich jak operatorzy lub próbki pomiarowe.
Dzięki temu można oszacować wpływ poszczególnych czynników na dokładność pomiarów i poprawić jakość systemu pomiarowego. Do analizy Gage R&R przeprowadzanej przy wykorzystaniu tej metody zwykle wykorzystuje się:
- 3 operatorów
- 10 części
- 3 pomiary każdej części przez każdego operatora
- Wzorce wybrane do badania GRR powinny reprezentować co najmniej 80% zmienności populacji
Przygotowanie do analizy GRR
Kroki wynikające z przygotowania do przeprowadzenia tej analizy możemy sklasyfikować następująco:
- Wybrać 10 części (najlepiej obejmujących cały zakres zmienności procesu), oznaczonych jeżeli to możliwe w
sposób niewidoczny dla operatorów - Wyznaczyć trzech operatorów – powinni mieć podobne kwalifikacje pozwalające na wykonanie pomiaru
Analiza powinna zostać przeprowadzona w warunkach jak najbardziej zbliżonych do rzeczywistych, tj.:
- Przy podobnym oświetleniu
- Z uwzględnieniem zakładanego czasu na pomiar
- Na założonym etapie montażu/obróbki jak części docelowe
Przebieg analizy GRR
Kroki wynikające z przebiegu analizy możemy sklasyfikować następująco:
- Pracowników wykonujących badanie powinniśmy oznaczyć w sposób umożliwiający identyfikację (nr pracownika)
- Jeżeli to konieczne, należy skalibrować urządzenie pomiarowe
- Pracownik A mierzy 10 wyrobów następnie B, C po czym następuje powtórzenie serii
- Można zastosować losowość kolejności pracowników w ramach serii
- Operatorzy nie powinni znać swoich poprzednich wyników
- Należy zwrócić szczególną uwagę, aby podczas zapisywania wyników były zapisane we właściwych miejscach

Interpretacja wyników Gage R&R
Podstawowym kryterium akceptacji współczynnika Gage R&R, określa, że powinien być niższy niż 10%.
GRR pomiędzy 10% a 30% może zostać za dopuszczalny warunkowo, po uwzględnieniu severity charakterystyki (czyli jej ważności), kosztów nowego urządzenia, naprawy, poprawy procesu etc. Natomiast jeżeli wskaźnik przekracza 30%, system pomiarowy wymaga poprawy.
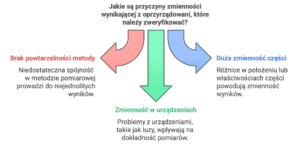
W takim przypadku może to wynikać z wysokiego EV (Equipment Variability), czyli zmienności wynikającej z oprzyrządowania. Ujmując to inaczej – występują duże różnice pomiędzy pomiarami tej samej części.
Jakie są najczęstsze przyczyny, które powinny być zweryfikowane?
- Brak powtarzalności metody pomiarowej
- Duża zmienność samej części – np spowodowana jej położeniem
- Zmienność w obrębie urządzenia pomiarowego, np. luzy
Inną przyczyną jest wysoki wskaźnik dla AV (Appraiser Variation) – czyli zmienności pochodzącej od operatora. Występują wtedy duże różnice pomiędzy wynikami uzyskiwanymi przez operatorów.
Do najczęstszych przyczyny możemy tutaj zaliczyć:
- Różnice w sposobie pomiaru między operatorami
- Niejasna lub niedoprecyzowana instrukcja
- Pomiary przeprowadzane bez instrukcji (brak standardu)
Jak widać zastosowanie gage R&R pozwala na dokładną ocenę powtarzalności i odtwarzalności środków kontrolno-pomiarowych. Finalnie wpływa to na poprawę jakości produktów i zwiększenia efektywności procesów produkcyjnych.
Łukasz Matuszczak
{kind=link}
{kind=link}